レーザー切断でのバーニング対策について :被加工物の要因
軟鋼の酸素切断では、酸化反応熱を利用した切断が行われます。酸化反応とは、レーザ切断中に3種類の酸化鉄(FeO,Fe2O3,Fe3O4)が生じ、その際に酸化鉄1g当たり約1.5kcalの熱を発生させます。これは軟鋼を溶融させるのに必要な熱量の約5倍に相当する膨大な熱量になるため、僅かな不安定要因があると熱の流れが暴走し異常燃焼であるバーニングを起こします。
軟鋼切断で発生するバーニングは、切断面品質の劣化や寸法精度の悪化など加工品質の大きな課題となるため、このバーニングの発生原因と対策について理解し軟鋼切断に取り組む必要があります※1)。
被加工物におけるバーニング発生の原因
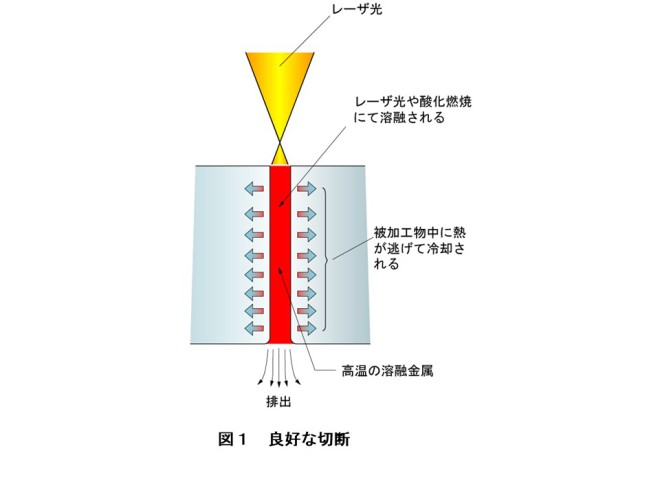
良好な軟鋼切断では、図1に示すように、レーザ光の照射部で発生する熱や酸化反応熱は、被加工物中に逃げて冷却されます。
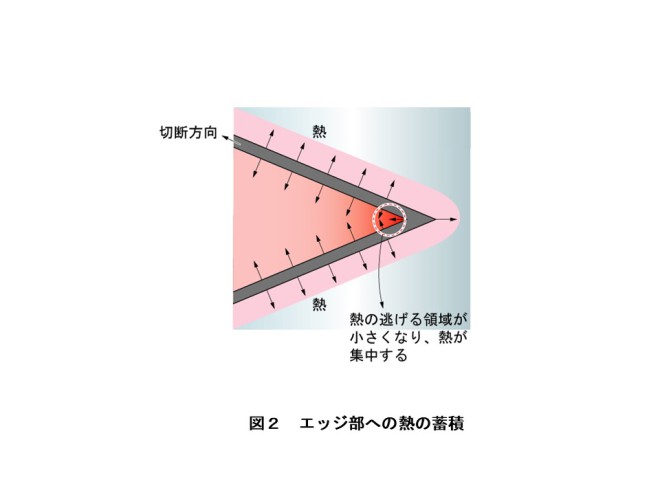
この冷却作用が不十分になるとバーニングが発生します。例えば、加工形状にエッジ部がある場合は、図2に示すように、体積が小さくなる側で熱の逃げる領域が狭くなり、材料が温度上昇してバーニングが発生しやすくなります。
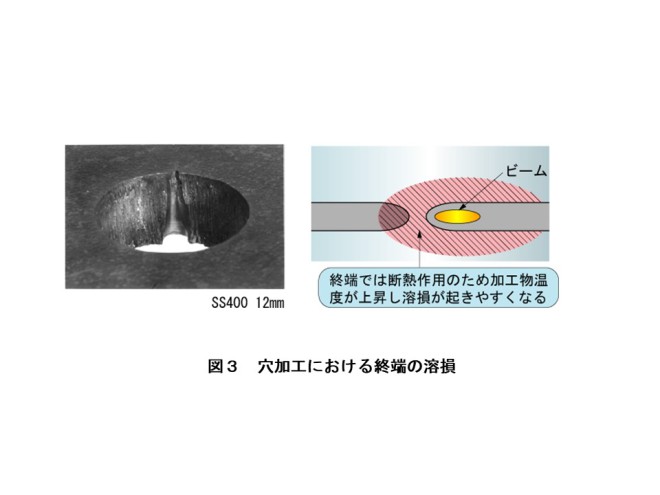
タップの下穴加工へのレーザ切断の適用では、加工の終端部に溶け落ちが発生しやすいため、要求品質によっては溶け落ち部分の補修を必要とします。これは、図3に示すように、加工部で発生する熱の進行速度が切断速度よりも大きなことによります。レーザ光が加工の終端部に近づくと、熱伝導による熱の進行が遮断される終端部は高温状態になり、そこにアシストガスの酸素ガスが供給されてバーニング状態の溶け落ちが発生します。
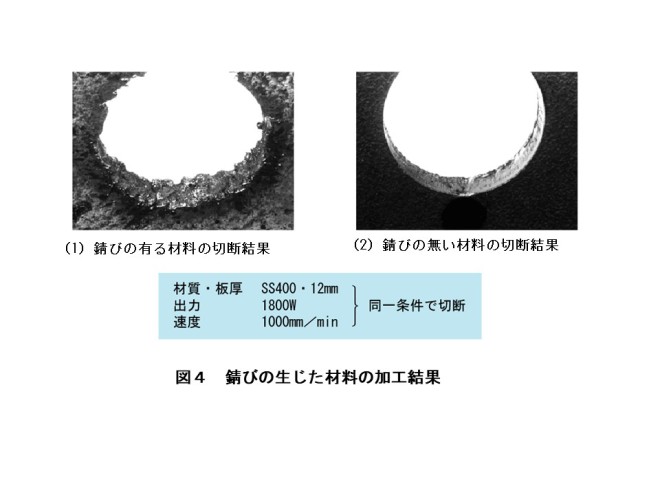
良好に切断されていても、材料表面に錆びが発生している領域をレーザ光が通過すると、切断面粗さを悪化させたり、バーニングを発生させたりすることがあります(図4)。レーザ光は材料表面で吸収されて初めて熱を発生させて切断が行われます。錆びの有りと無しの材料表面状態では、このレーザ光の吸収率が異なるため、熱の発生状態も大きくバラツキます。また、錆びが酸化膜(ミルスケール)下部へ生じてもミルスケールと母材の密着度合を低下させるため、熱の伝導にバラツキが起きてしまい、バーニングを発生させます。
バーニングの防止策
・エッジ加工にてバーニングが発生する場合
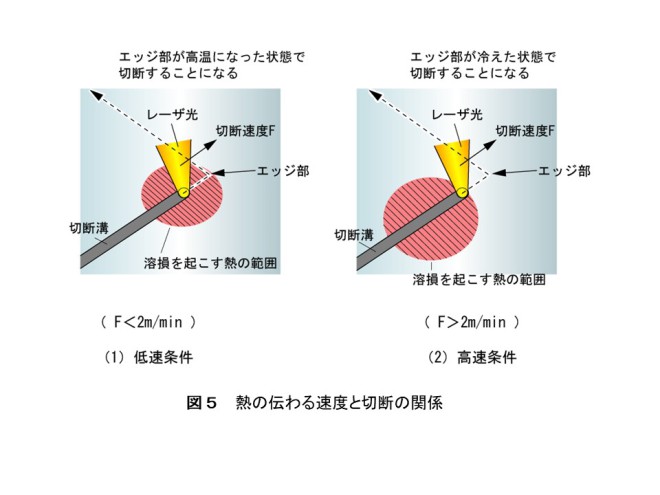
エッジ部での溶損の発生は、図5(1)のようにエッジ部をレーザ光が通過する際に、既にエッジ部が高温状態のため、その部分で異常燃焼が起きるためです。この対策には、図5(2)のように熱の進行速度である2m/min以上の切断速度に設定しエッジ部が冷えた状態で加工できるようにします。
しかし、この条件設定には高出力発振器を必要とするため、低出力発振器で加工する場合はパルス条件の設定で溶損を防止します。平均出力を同じとした場合、パルスピーク出力を大きく設定し、パルス周波数を低く設定するほど、1パルス時間当たりのビームオフ時間の割合が増えて冷却時間が長くなることから、エッジ先端の溶損は減少します。切断速度とのバランスをとりながら、パルスピーク出力とパルス周波数の最適値を設定します。
・多数個取り加工にてバーニングが発生する場合
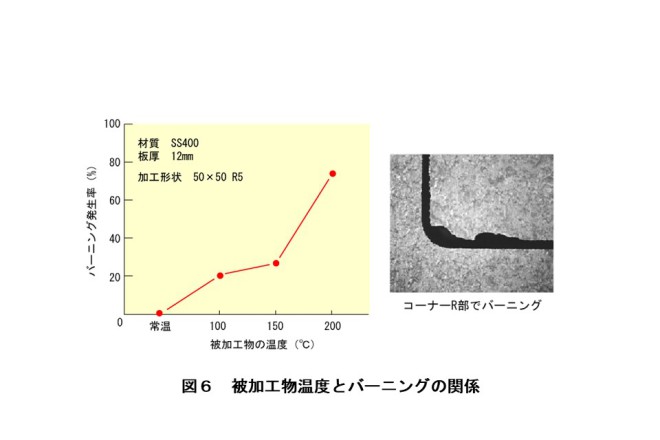
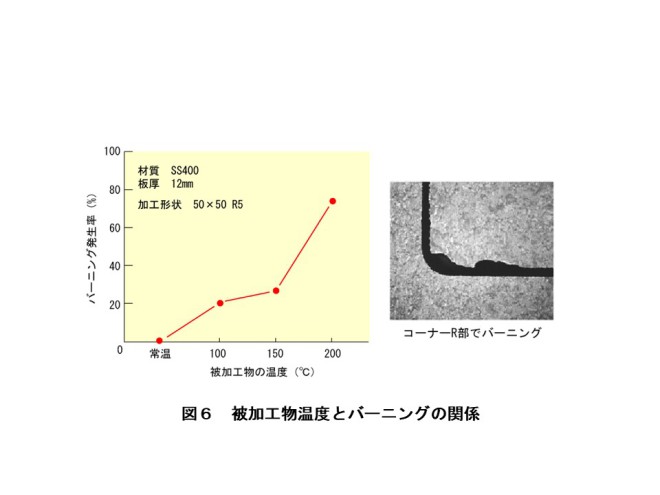
加工の進行とともに徐々にバーニングの発生頻度が増加するのは、加工中の熱が被加工物に蓄積され、材料温度の上昇することが考えられます。図6には、板厚12mmのSS400に対して材料温度を常温から200℃に50℃間隔で変化させて切断し、バーニング発生頻度を調査した結果を示します。温度が高いほどバーニングの発生が増加します。そのため、加工部品が密に並ぶ多数個取りやネスティングでは、加工中に発生する熱が集中せずに拡散するような加工経路の工夫が必要です。
・被加工物の表面状態に応じてバーニングが発生する場合
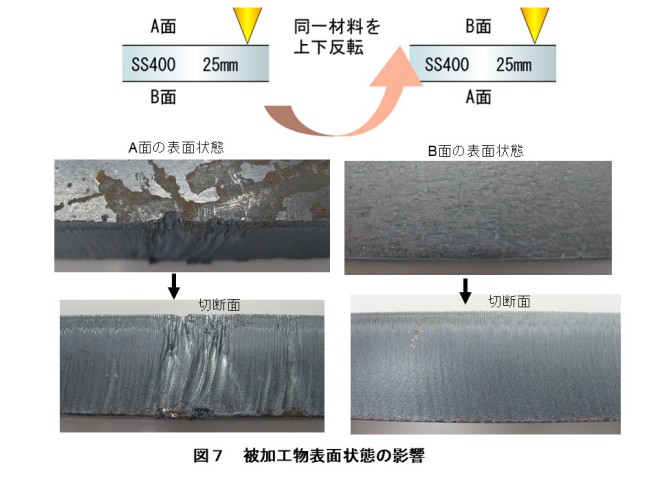
材料表面にあるミルスケールの母材との密着性が低下したり、ミルスケールの膜厚にバラツキがあったりすると、表面でのレーザ光の吸収が一定にならず、バーニングが発生します。図7は、同一材料でありながら、レーザ光の照射面を上下反転させて加工し切断面を比較した結果です。材料表面のミルスケールの状態が切断面品質に影響しているのがわかります。材料の表面状態を切断前に確認し、ミルスケール状態の良好な面を表側として加工機に搭載する必要があります。
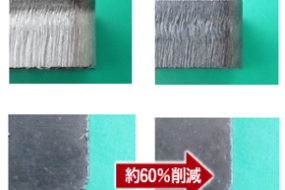
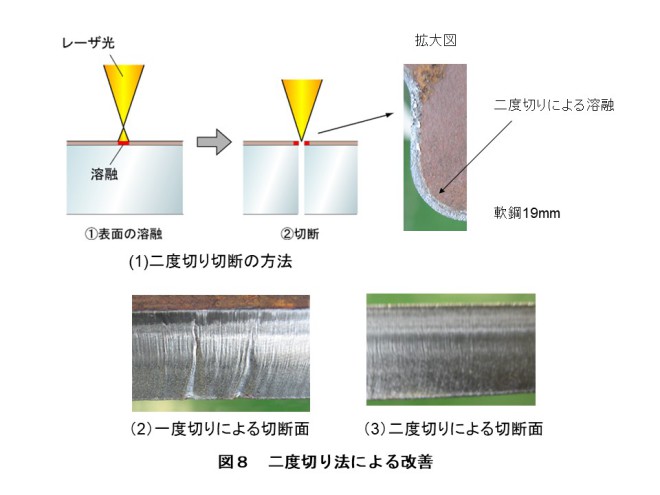
また、上面が錆びた状態の材料を上下の反転ができずに加工する場合は、錆びの有無による不均一な材料表面をレーザ光のエネルギーを用いて均一にし、その後に切断の本加工を行う二度切り法を使います。具体的には、第一ステップでは、レーザ光を表面溶融させるエネルギー密度に低下させ、かつ切断溝幅よりもやや広い幅寸法に設定し、切断形状と同じ軌跡を表面溶融させます。第二ステップでは、切断条件に切り替えて切断を行います。図8には錆びの有る材料にて一度切りと二度切りの切断面比較を示しており、二度切りでの切断面は材料表面が良好な材料と同じ品質が得られています。
「レーザー加工における加工トラブルの原因と対策」を無料でダウンロードいただけます!
今回ご紹介いたしました、バーニングを始め、ドロスやバリ、ピアッシングにおける”ひげ”、反りなど、「レーザ加工におけるトラブルの原因と対策」を1冊にまとめた資料を無料でダウンロードいただけます。
>>「レーザ加工における加工トラブルの原因と対策」のダウンロードはこちらから
まとめ
レーザ切断におけるバーニングの要因とその対策について解説いたしました。
レーザ加工機お役立ちナビを運営する菱光商事では、レーザ加工における技術相談を承まわっております。バーニングを始め、レーザ加工のことでお困りごとがございましたら、レーザ加工機お役立ちナビまでお気軽にご相談ください。
参考文献―――――――――――――――――――――――――――――――――
※1) 金岡:絵ときレーザ加工の実務第2版 CO2&ファイバレーザ作業の勘どころ
日刊工業新聞社 (2013)